Figure 1 DK7725E wire cutting machine operation panel SA1——Pulse Width Selection SA2~SA7——Power Tube Selection SA8——Voltage Amplitude Selection RP1——Pulse Interval Adjustment Figure 2 DK7725E wire cutting machine pulse power operation panel Next page EN1092-1 Flange is an European standard for flanges, including Type o1 plate flange, Type 02 lap joint flange, Type 04 flange, Type 05 blind flange, Type 12 Hubbed Slio-on, and Type 13 Threaded Flanges. EN Flange,EN1092 Flanges,EN1092-1 Welding Neck Flange,EN1092-1 Blind Flanges Shandong Zhongnuo Heavy Industry Co.,Ltd. , https://www.zhongnuoflanges.com
This article takes Suzhou Changfeng DK7725E wire cutting machine as an example to introduce the operation of wire cutting machine. Figure 1 shows the operation panel of the DK7725E wire-cutting machine. 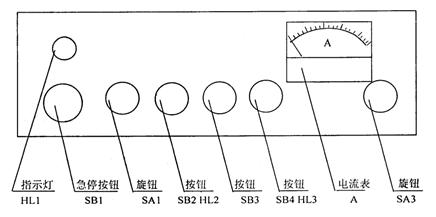
1. Boot procedure
(1) Close the main power switch on the machine mainframe;
(2) Loosen the emergency stop button SB1 on the electrical panel of the machine tool;
(3) Close the power switch on the control cabinet and enter the wire cutting machine control system;
(4) Install the electrode wire as required;
(5) rotating SA1 counterclockwise;
(6) Press SB2 to start the wire motor;
(7) Press SB4 to start the cooling pump;
(8) Turn SA3 clockwise to turn on the pulse power.
2. Shutdown procedure
(1) Rotate SA3 counterclockwise to cut off the pulse power supply;
(2) Press the emergency stop button SB1; the wire motor and the cooling pump will stop working at the same time;
(3) Turn off the power of the control cabinet;
(4) Turn off the machine main unit power.
(two) pulse power supply
1. Introduction to pulse power supply of DK7725E wire cutting machine
(1) Introduction to the pulse power supply operation panel of the machine tool electrical cabinet, as shown in Figure 2. 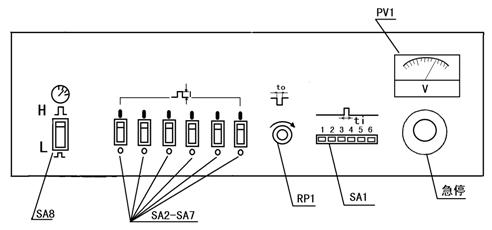
PV1——Voltage amplitude indication Emergency stop button——Press this button to stop the machine tool wire and pump motor, and the pulse power output is cut off.
(2) Introduction to power parameters
1 pulse width
The pulse width ti selection switch SA1 is divided into six steps, starting from the left to the right:
First gear: 5us Second gear: 15us Third gear: 30us
Fourth gear: 50us Fifth gear: 80us Sixth gear: 120us
2 power tube
The number of power tube selection switches SA2~SA7 can control the number of power tubes participating in the work. If six switches are connected, the six power tubes work at the same time, and the peak current is maximum. If all five switches are off, only one power tube is working, and the peak current is minimum. Each switch controls one power tube.
3 amplitude voltage
The amplitude voltage selection switch SA8 is used to select the amplitude of the no-load pulse voltage. The switch is pressed to the "L" position, and the voltage is about 75V. When the voltage is pressed to the "H" position, the voltage is about 100V.
4 pulse gap
Changing the pulse interval t0 adjusts the resistance of the potentiometer RP1, which can change the pulse interval t0 of the output rectangular pulse waveform, that is, the average value of the machining current can be changed, the potentiometer is rotated to the leftmost, the pulse interval is the smallest, and the average value of the machining current is the largest.
5 voltmeter
The voltmeter PV1 indicates the amplitude of the no-load pulse voltage from a 0~150V DC meter.
CNC electric discharge wire cutting machine operation (Figure)
First, the operation of CNC fast wire EDM wire cutting machine